
You have no items in your shopping cart.

OHS
Quick Overview
Optimum Heating System
0 THB
OHS(Optimum Heating System)
Timing is a critical component of proper brazing technique. Control of timing in an automated system is critical for a repeatable process. In the case of extreme variation in ambient temperature, fixture temperature, etc., the heating time required to achieve a proper braze joint can vary slightly from part to part. If uncontrolled, these variations can result in scrap due to cold joints (insufficient heating) or overheating.
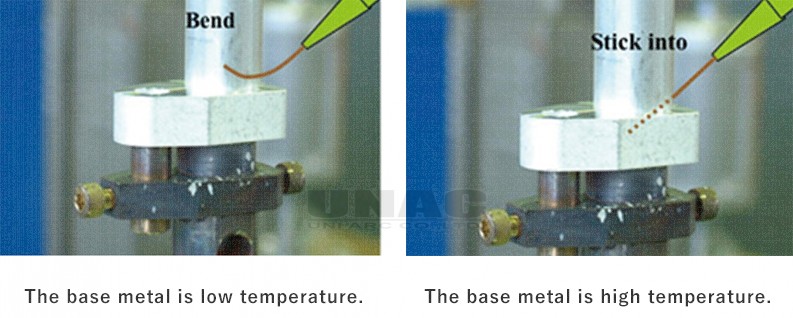
The pictures below show common occurences when compensation for these variations is not implemented. Low base metal temperature causes a lack of proper filler metal melting and capillary action. High base metal temperature can cause overheating and also result in poor performance and failed braze joints.
The OHS System measures temperature at the start of each heating cycle. Comparing it with the predeveloped graph curve, the machine will automatically adjust the heating time to compensate for the temperature variation out of specification for the programmed process.
| Specification | |
| Weight |
Write Your Own Review
You may also be interested in the following product(s)
-


-


-


FD-V8-DA300P(Fe,Sus) Arc Welding Robot with TIG FILLER
Arc Welding Robot Set (Fe, Sus), 6 Axis with welding machine DA-300P(300A) and TIG FILLER
-


-


-


-


-


WB-M500 CO2/MAG/MIG welding machine
Realizing High Accuracy and High Quality with available modes: CO2/MAG, SUS MIG
-


-


FD-B6L-WBP400(Fe,Sus) Arc Welding Robot (Long-arm)
Arc Welding Robot, Long-arm (Fe,Sus), 6 Axis, with welding machine Welbee P400 (400A)
-
NSSW YM-28 Welding Solid Wire
For Co2 or Ar-Co2 Mild Steel and 490N/mm2 High Tensile Strength Steel
-


FD-A20
World class, high-accuracy, optimized for Laser micro-fabrication, Laser applications
